| 福州盛扬包装用品有限公司 |
联系电话:137 0594 7217 186 9571 0927 |
地址:福州市闽侯县祥谦镇 辅前路10号车间二整座 |
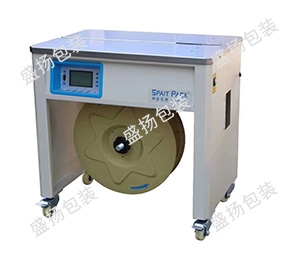
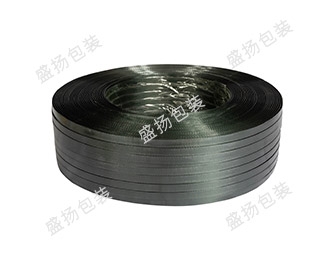
如果在pet塑钢打包带制造过程中,封装的接口出现熔接不完全或未熔接,则可能的原因有以下几点:

网络示意图,侵删
一、熔融时间比较短,需要调节熔融时间
二、气压不足,需要尝试更大的气压。
三、软管内径过小,要更换内径更大的气管;
四、振动电机过于干燥,需要润滑,需要从进气口给电机加润滑油。
事实上,熔接时间过长会导致熔接过度,打包带容易折断,外观也不好看。
你会发现打包带接口的熔合时间很重要,该如何调整呢?
可以通过转动打包机振动开关杆下的小螺钉,可以调整熔接时间,使用适当的熔接时间,可以使打包带的接口变得坚固美观。
通常,打包带产生偏斜现象的原因有几个,但其原理是,打包带成型收缩成捆时,受到横向卷绕应力的一定作用,在一定温度下,分子链重新排列,但由于受到分子链间的摩擦,不能瞬间完成变化,因此形成平衡稳定的结构,由此产生应变,形成倾斜。
所以,如果打包带在使用过程中偏斜度过大,则打包机不能进行正常的工作,设备不能自动化,工作效率会降低。
声明:
1.文章部分文字与图片来源于网络;
2.文字和图片之间无必然联系,仅供读者参考;
3.本文如无意中侵犯了任何一方的合法权益,告之即删。
4.我们致力于保护作者版权,且不侵犯任何一方的合法权益,转载或引用仅为传播更多信息,部分素材来源于互联网,无法核实其真实出处,如涉及侵权请联系我们删除;
福州盛扬包装用品有限公司
电话:137 0594 7217
186 9571 0927
邮箱:1298707375@163.com
邮编:350112
网址:www.fzsybz.com.cn
地址:福州市闽侯县祥谦镇辅前路10号车间二整座

阿里巴巴店铺

手机站
 在线咨询
在线咨询